|
Application consulting for sensors and systems |
Dimensions, tolerances, sorting, part recognition Dimensions usually designate the significant linear dimensions of an object. Dimensions can be measured in different ways. Under certain circumstances, one sensor can measure the complete dimensions for small objects. Image processing systems, laser profile sensors and ThruBeam micrometers are particularly capable of detecting complete dimensions. For larger measuring objects, the measurement can be performed using sensors which move along one edge of the target and thus measure the object dimensions. One alternative to this is that the dimension is measured with a static sensor and moving measuring objects as is typically the case for assembly lines. |
| __________________________________________________________________________________________________________ |
Thickness of plate, sheet, foil, rubber, insulation, layer, board
Thickness measurement using displacement sensors is a wide application area. Basically there are distinctions between non-destructive/destructive, non-contact/with contact and one-side/two-sided thickness measurement. The Micro-Epsilon measuring techniques for thickness measurement are all emission-free whereby no emissions regulations of any kind have to be complied with. |
| __________________________________________________________________________________________________________ |
Compressor/turbine gap, revolutions When parts are rotating, their speed can always be measured. Speed sensors which are directly attached to the shaft are usually suitable for this. If this is not possible, other measuring principles must be used where, e.g. the rotating part is measured on the front side. In order to reliably measure the speed in this arrangement, defined points per revolution must be measured. Eddy current sensors, capacitive and laser sensors are used for this. |
| __________________________________________________________________________________________________________ |
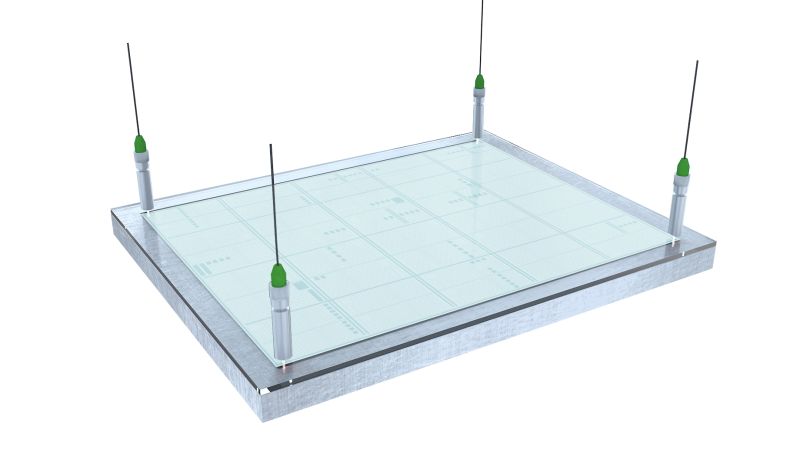
Deflection, deformation, waviness If objects are loaded with a weight or moved free-standing over a certain distance, a smaller or larger warping of the object always occurs. Measuring this deflection can be accomplished for larger objects using all possible distance sensors. On the other hand, if the deflection of a small slab should be measured, high precision measuring systems like those developed by Micro-Epsilon are necessary for this. Deflections from the metre range down to trillionths of a metre can be measured at Micro-Epsilon. |
| __________________________________________________________________________________________________________ |
Eccentricity, diameter, concentricity The diameter of an object can be established in different ways. If the center of the object is known, a single sensor is sufficient for the measurement whose result is evaluated with the position of the center point or the axis. If the position of the center point is not known, the diameter is measured directly using two sensors. The distance information here is also evaluated together. In particular cases, if the opaqueness of the object allows this, the determination of the diameter can also be made directly using a confocal sensor. |
| __________________________________________________________________________________________________________ |
Detection of color Every visible body emits light, which is why color can be used to evaluate objects in automation technology. Sensors sort products by color, inspect incoming goods, detect color and print marks, control LED intensity and color, and much more. |
| __________________________________________________________________________________________________________ |
Filling level Filling levels can be measured directly or indirectly in many ways using displacement sensors. The confocal principle is usually applied for liquids in doing so. The filling level measurement for solids is comparable with a distance measurement. Micro-Epsilon makes many different options possible due to the extensive range of different sensors. |
| __________________________________________________________________________________________________________ |
Lifting height, lifting
Lifting height is a factor which must be measured very frequently. A lifting height measurement is necessary everywhere where automatic lifting processes should make the daily work easier. |
| __________________________________________________________________________________________________________ |
Centering, positioning, tilt, alignment Different parts must often be positioned or products put in a specified place in production systems or for automatic movements. Thereby, sensors can only transmit the distance information to the controller or perform the complete system regulation with its signals. Welding robots with automatic weld seam guidance are an example of automatic regulation. Different sensors are used depending on which material the part to be positioned is made of. |
| __________________________________________________________________________________________________________ |
Profile, Contour, Surface The surface or the surface profile is frequently a decisive factor in quality inspection. Laser scanners from Micro-Epsilon are frequently used for this. If traversing laser point sensors are used, these also measure a profile of the surface. The profile measurement is often used on robots or inspection systems for controlling further processes. |
| __________________________________________________________________________________________________________ |
Width The width of an object is often an important aspect for dimension control. The width can in some circumstances be interpreted as thickness and can therefore be resolved using thickness measurement. Different measuring principles come into consideration for the width measurement depending on the size of the object. For large objects such as strip material or packages, the measurement data from two sensors are usually calculated together. Optical methods such as Thru-Beam laser micrometers, laser sensors or eddy current and capacitive sensors are suitable for this. One sensor which measures the object width with one measurement is often sufficient for smaller objects such as individually packaged goods. scanCONTROL split beam sensors or vision4A image processing systems are suitable for this. |
| __________________________________________________________________________________________________________ |
Gap, roller gap, roller convexity If two object edges are joined together, a gap always remains. If the gap has to satisfy technical or visual requirements, the course with respect to the size must be checked. If the gap should be measured completely, laser scanners in the scanCONTROL series are ideally suitable for this. Point laser sensors in the optoNCDT group are also used for precise gap measurement over a track. |
| __________________________________________________________________________________________________________ |
Temperature measurement, surface temperature, intelligent pyrometer Temperature is a critical factor in many processes and must often be measured. Non-contact infrared measurement is often the better alternative for this as compared with tactile methods. Temperature measurement without this method can no longer be imagined for machine maintenance, process control and quality control. Intelligent handheld units are used for mobile usage. Stationary IR sensors are suitable if the temperature has to be permanently measured at one position. |
| __________________________________________________________________________________________________________ |
Distance Measuring distance, often also called displacement describes measuring the distance between 2 points. This distance is defined in the measuring technique by the distance of the sensor from the target. Thus, the distance measurement can also be designated as displacement, distance or position measurement. Displacement measurements in geometric measuring technology can be found in almost all application areas. Different criteria are included for the selection of the appropriate sensor for displacement measurements. The frequency of the distance change can be quasi static or high frequency and determines the measuring speed of the sensor. Contacting / non-contact Measurement range (displacement change in mm µm) Accuracy of the respective displacement position. |